

طراحی متههای PDC امروزی به صورت ماتریسی، شباهت کمی به طراحیهای چند سال پیش دارد. استحکام کششی و مقاومت در برابر ضربه حداقل 33٪ افزایش یافته و استحکام لحیمکاری برشی ≈80٪ افزایش یافته است. در عین حال، هندسه و فناوری سازههای نگهدارنده بهبود یافته و منجر به محصولات ماتریسی مقاوم و پربازده شده است.
مواد برش دهنده
برشدهندههای PDC از زیرلایه کاربیدی و دانههای الماس ساخته میشوند. گرمای بالای حدود ۲۸۰۰ درجه و فشار بالای تقریباً ۱,۰۰۰,۰۰۰ psi این قطعه فشرده را تشکیل میدهند. آلیاژ کبالت نیز به عنوان کاتالیزور برای فرآیند تفجوشی عمل میکند. کبالت به پیوند کاربید و الماس کمک میکند.
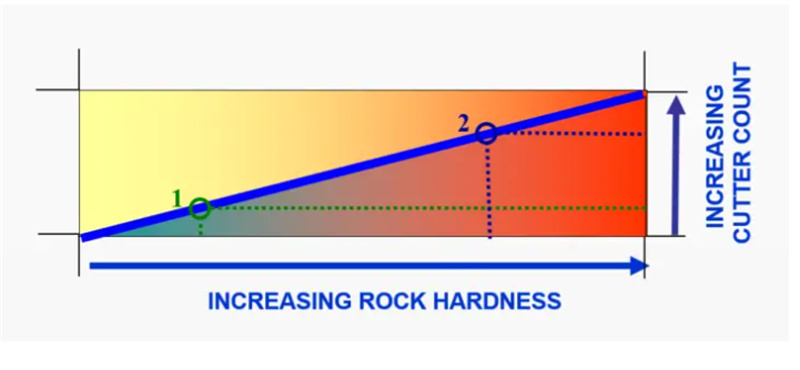
تعداد برش دهنده ها
ما معمولاً از تعداد کمتری تیغه برش در متههای PDC نرم استفاده میکنیم زیرا هر تیغه عمق برش بیشتری را حذف میکند. برای سازندهای سختتر، استفاده از تیغههای بیشتر برای جبران عمق برش کمتر ضروری است.
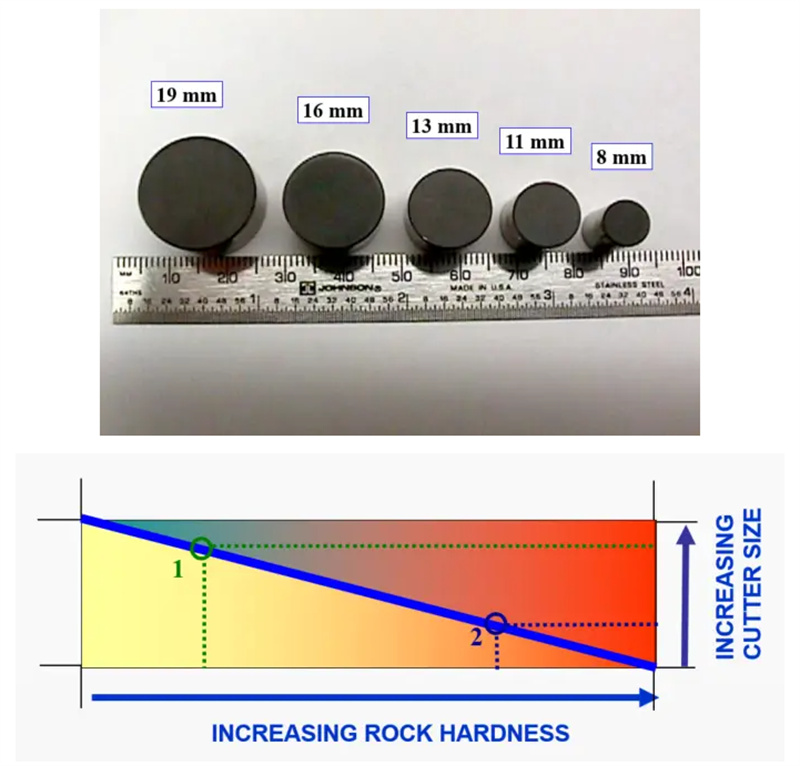
متههای PDC - اندازه تیغهها
برای سازندهای نرمتر، معمولاً متههای بزرگتری نسبت به سازندهای سختتر انتخاب میکنیم. معمولاً محدوده استاندارد اندازهها از ۸ میلیمتر تا ۱۹ میلیمتر روی هر مته است.
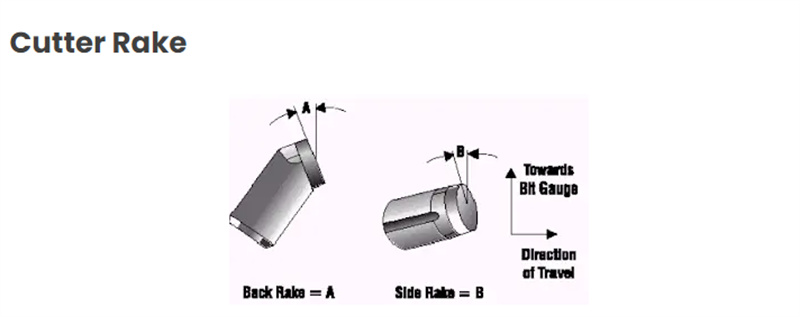
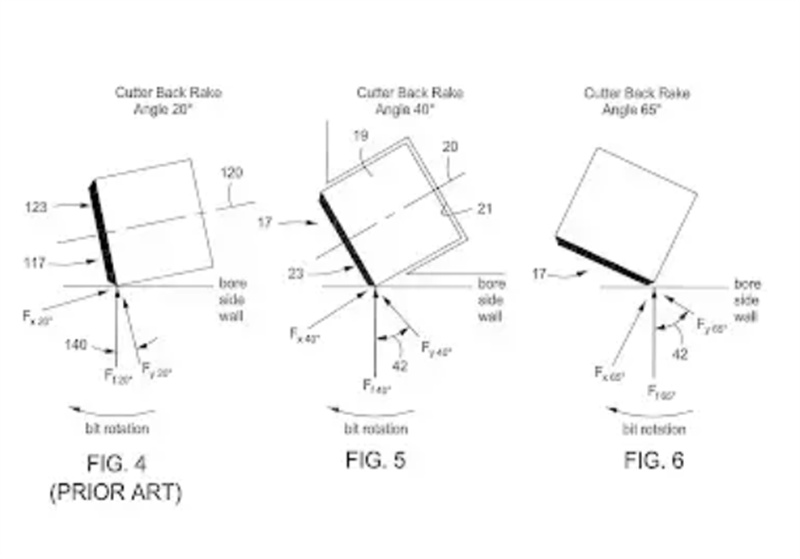
ما عموماً جهت طراحی قفسه برش را با زاویههای شیب پشتی و شیب جانبی توصیف میکنیم.
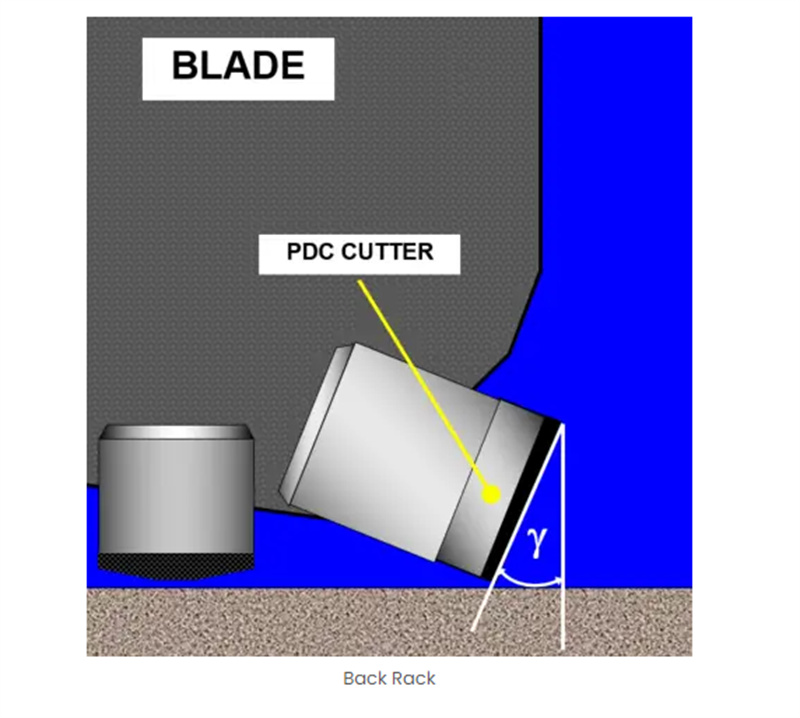
● زاویه شیب پشتی مته، زاویهای است که سطح مته با سازند ایجاد میکند و از حالت عمودی اندازهگیری میشود. زاویه شیب پشتی مته معمولاً بین ۱۵ تا ۴۵ درجه متغیر است. این زاویهها در سراسر مته و از متهای به مته دیگر ثابت نیستند. بزرگی زاویه شیب مته برای متههای PDC بر نرخ نفوذ (ROP) و مقاومت مته در برابر سایش تأثیر میگذارد. با افزایش زاویه شیب، ROP کاهش مییابد، اما مقاومت در برابر سایش افزایش مییابد زیرا بار اعمال شده اکنون در یک منطقه بسیار بزرگتر پخش میشود. متههای PDC با شیب پشتی کوچک، عمق برش بیشتری را تحمل میکنند و بنابراین تهاجمیتر هستند، گشتاور بالایی تولید میکنند و در معرض سایش سریع و خطر بیشتر آسیب ضربه قرار دارند.
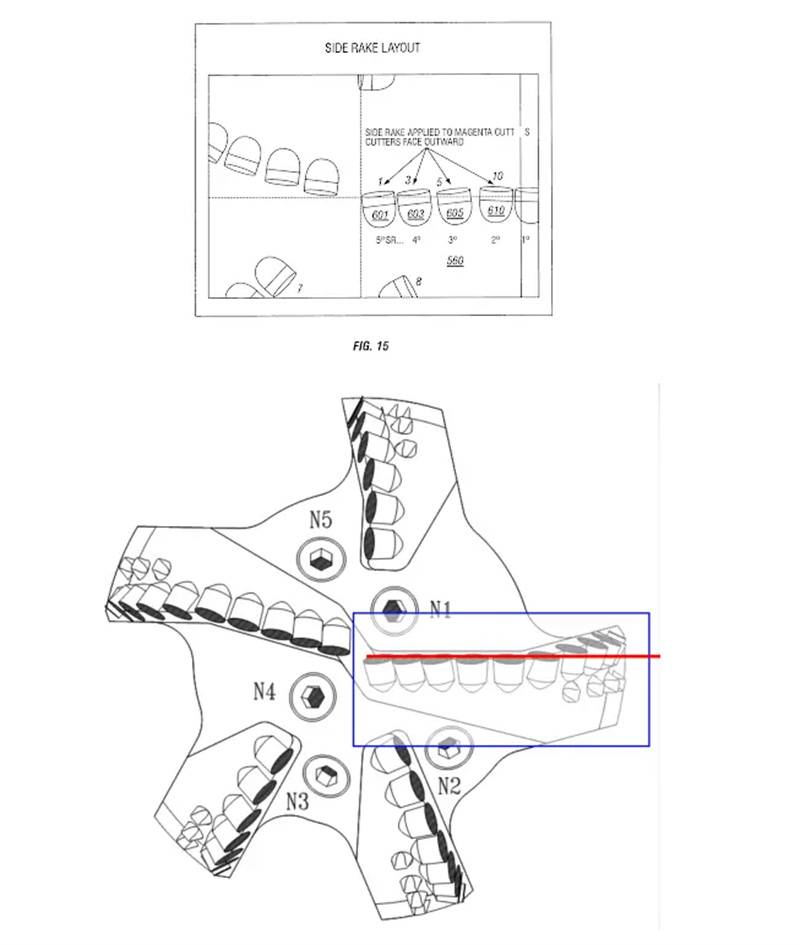
● زاویه شیب جانبی ابزار، معیاری معادل جهتگیری ابزار از چپ به راست است. زاویه شیب جانبی معمولاً کوچک است. زاویه شیب جانبی با هدایت مکانیکی قلمهها به سمت حلقه، به تمیز کردن سوراخ کمک میکند.


زمان ارسال: ۱۰ آگوست ۲۰۲۳